
Refrigeration & Air Conditioning Engineers




| Cooling Capacity | 1 Ton to 100 Tons |
| Temperature Range | +5°C to +25°C |
| Compressor | Hermetically sealed scroll or reciprocating compressor |
| Refrigerant | Eco-friendly refrigerants (R134a, R407C, R410A) |
| Heat Exchanger | Plate/coil type for efficient heat transfer |
| Pump Capacity | High-flow centrifugal pump for water circulation |
| Construction | Powder-coated or stainless steel housing |
| Insulation | High-density PUF or equivalent for thermal efficiency |
| Cooling System | Air-cooled or water-cooled condenser options |
| Control Panel | Digital display with precise temperature control |
| Power Requirements | 230V/50Hz or 415V/50Hz (3-phase) |
| Safety Features | Overload protection, low refrigerant level alarms, high-pressure cut-off |
| Applications | Bakery dough cooling, industrial machinery cooling, plastic moulding |
| GET BEST PRICE >>>> |


|
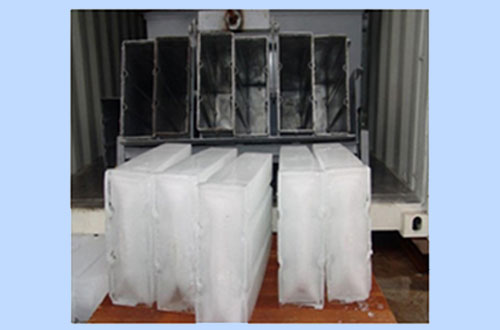

| Production Capacity | 1 to 50 tons per day (varies by plant size) |
| Ice Block Size | 5 kg to 50 kg per block (standard) |
| Refrigerant | R22, R134a, R404A (eco-friendly options available) |
| Compressor Type | Hermetic / Semi-Hermetic / Scroll |
| Evaporator Type | Direct Expansion (DX) / Flooded |
| Cooling Time | 6 to 12 hours for freezing |
| Power Supply | 3-phase, 380V–440V, 50/60 Hz |
| Water Supply | Fresh water with filtration system |
| Material | Stainless Steel / Carbon Steel |
| Control System | PLC / Digital Control with auto shutdown |
| Insulation | PUF (Polyurethane foam) for energy efficiency |
| Condensing Unit | Air-cooled or Water-cooled (depending on location) |
| Cleaning System | CIP (Clean-In-Place) compatible |
| Applications | Ice for food preservation, seafood, transportation |
| GET BEST PRICE >>>> |
|

| Temperature Range | -25°C to +20°C (customizable per chamber) |
| Chambers | Independent, multi-zone chambers |
| Capacity | 5 MT to 10,000 MT |
| Construction | Insulated PUF/EPS panels with food-grade coating |
| Refrigeration System | Air cooled/ Water cooled, eco-friendly refrigerants |
| Humidity Control | 65% to 95% RH (optional) |
| Power Supply | 220 V / 415V/50Hz (3-phase) |
| Applications | Fruits, vegetables, dairy, meat, pharmaceuticals |
| Safety Features | Alarms, emergency exits, over-temperature protection |
| Certifications | ISO / CE compliance |
| GET BEST PRICE >>>> |
|


| Temperature Range | -25°C to +20°C (customizable for each chamber) |
| Chambers | Multiple independent chambers for different products |
| Capacity | 10 MT to 10,000 MT |
| Construction | Pre-engineered insulated panels (PUF) with food-grade coating |
| Insulation | High-density polyurethane foam (PUF) |
| Refrigeration System | Multi-stage cooling system with eco-friendly refrigerants |
| Doors | Heavy-duty insulated doors with air-tight gaskets |
| Control System | Centralized digital monitoring and control |
| Humidity Control | 65% to 95% RH (optional, based on product requirements) |
| Power Requirements | 415V/50Hz (3-phase); backup generators compatible |
| Applications | Fruits, vegetables, dairy, meat, pharmaceuticals |
| Safety Features | Alarm systems, emergency exit, over-temperature protection |
| Certifications | CE compliance |
| GET BEST PRICE >>>> |
|
.jpg)
| Production Capacity | 1 to 50 tons per day (varies by plant size) |
| Ice Block Size | 5 kg to 50 kg per block (standard) |
| Refrigerant | R22, R134a, R404A (eco-friendly options available) |
| Compressor Type | Hermetic / Semi-Hermetic / Scroll |
| Evaporator Type | Direct Expansion (DX) / Flooded |
| Cooling Time | 6 to 12 hours for freezing |
| Power Supply | 3-phase, 380V–440V, 50/60 Hz |
| Water Supply | Fresh water with filtration system |
| Material | Stainless Steel / Carbon Steel |
| Control System | PLC / Digital Control with auto shutdown |
| Insulation | PUF (Polyurethane foam) for energy efficiency |
| Condensing Unit | Air-cooled or Water-cooled (depending on location) |
| Cleaning System | CIP (Clean-In-Place) compatible |
| Applications | Ice for food preservation, seafood, transportation |
| Temperature Range | Chillers: +2°C to +8°C; Freezers: -18°C to -25°C |
| Capacity | 5m³ to 1000m³ |
| Construction | Modular panels (PUF), stainless steel interior, galvanized steel exterior |
| Insulation | High-density polyurethane foam (PUF) or expanded polystyrene (EPS) |
| Cooling System | Air-cooled refrigeration system with eco-friendly refrigerants |
| Control System | Digital temperature controller with precise monitoring |
| Doors | Insulated, self-closing doors, with automatic locking and seals |
| Power Supply | 230V/50Hz or 415V/50Hz (3-phase) |
| Air Circulation | Forced air circulation for uniform temperature |
| Safety Features | Over-temperature alarms, high/low-pressure cut-off, door open alarm |
| Applications | Food storage, pharmaceuticals, chemical storage |
| GET BEST PRICE >>>> |
|

| Application Areas | Commercial kitchens, industrial sheds, basements, warehouses |
| Airflow Capacity | 500 CFM to 50,000 CFM (customizable based on area) |
| Material | Galvanized steel, stainless steel, or aluminum |
| Fan Type | Axial fans, centrifugal fans, or inline duct fans |
| Noise Level | ≤70 dB |
| Motor Type | TEFC (Totally Enclosed Fan Cooled), energy-efficient |
| Power Supply | 230V/50Hz (single-phase) or 415V/50Hz (three-phase) |
| Ducting | GI or aluminum ductwork |
| Control System | Variable speed control with manual or automatic operation |
| Filters | Grease filters (for kitchens), carbon filters (optional) |
| Installation | Wall-mounted, roof-mounted, or inline ducted |
| Certifications | ISO 9001, CE compliance |
| GET BEST PRICE >>>> |
|

We offer a quality range of fume exhaust line that is designed essentially for commercial as well residential kitchens. Fabricated using the best quality raw material, these systems require less maintenance and have long working life. The design is customized as per specific requirement of customers. We also provide complete installation services for these systems.

We offer an exclusive range of Industrial Air Ventilation System that are useful in providing clean and safe environment in various production and warehouse units. These are manufactured using high quality raw metal and other instruments that meet international quality standards. These are widely demanded due to high durability, excellent performance, dimensional accuracy, corrosion abrasion and toughness.


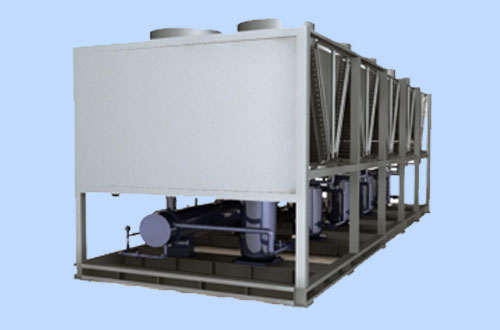
Technocon Water-cooled Screw Chillers, Centrifugal Chiller, Liquid Chiller, Water Chiller, Water Cooled Chiller are designed to work within extreme tropicalized weather conditions, while maintaining the highest energy efficiency. Designing and the choice of equipment are critical to conform to superior standards. Manufacturing and testing at our facilities confirms to international standards and are at par with the best. Installed equipments are operation friendly and are backed by competent engineering team to realize the advantage while being in operation.
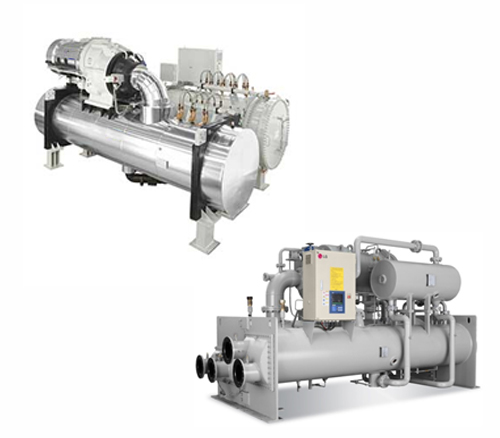
Technocon centrifugal chillers are highly energy efficient and are equipped with the new generation centrifugal compressors with magnetic bearings. These two-stage compressors, coupled with the in-built Variable Speed Drives, enable significant reduction in the operating cost as well as reduce emissions. The centrifugal chillers offer highest sustainable efficiency with low maintenance and are ideal for data centres, hospitals, hotels, green buildings, educational institutions, as well as industrial and process applications.

Technocon water cooled mini ducted units of 1.5 TR, 2.0 TR and 2.5 TR are unitary air conditioning with compact closed refrigerant circuit. In this compact system, compressor, evaporator, shell and tube condensers and all accessories are mounted in a single insulated cabinet. The machines come with high efficiency rotary compressors and maintenance-friendly shell and tube water cooled condensers. Minimum refrigerant piping length improves the efficiency. The compact size of the machines and low noise fans make it an ideal choice for commercial complex, hotel rooms, industrial air conditioning, cement plants and malls where there are advantages of better energy efficiency and individual control. The installation is fast and simpler as requires only water pipe connections and minor ducting at site.

Ducted Splits are best suited to be housed in false ceiling where floor space is scarce. The indoor unit houses the evaporator, DIDW blower and filter in a compact powder-coated sheet metal unit, while the outdoor unit houses the compressor, the condenser and the new design propeller fan.
Water cooled ducted unit is perfectly suited for shopping malls, office complexes, service apartments, industrial airconditioning and any application with multiple tenants. It provides for independent cooling and billing in multi-tenant premises. It is aesthetically better as the outdoor unit is not exposed and the condensing unit can be mounted near IDU within the building and need not be exposed outside.

Technocon Split ACs are reliable, trouble-free and quite with the unique low noise feature. Its aesthetic and well designed inner unit and low height makes it easy to conceal, giving you the great look of central air conditioning along with higher head-room under a false ceiling.

Technocon condensing units meet the cooling needs of large commercial spaces and corporate customers.These units utilise a unique modular design to deliver consistent performance over a wide operating range and ambient conditions. They are available in various models and are ideally suited to meet the cooling requirements of a wide variety of applications such as auditoriums, marriage halls, exhibition centres, textile showrooms and factory shop floors. They allow the use of various sizes of air handling units as evaporators.
 Call Us
Call Us